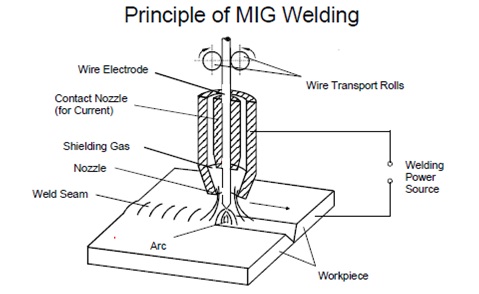
An electrical arc is created between a continuous, consumable wire electrode and the work piece. The consumable wire is fed through a gun, functioning as the energy source as well as filler material, in turn, establishing a continuous weld (or puddle). Once contact is made between the clamped piece and the wire electrode, the circuit is completed.
MIG welding is conducted using inert gases.
The arc is drawn between the melting wire electrode and the work.
The current to the positively poled wire is supplied through a contact nozzle (tip). Here it is possible to work with high current densities (> 100 A/mm2).
The melting power of MIG welding is thus very much higher than with the TIG process. Contact nozzle and the relatively short wire end are surrounded by inert gas.
This gas serves to protect the melt pool, wire and arc as well as to cool the contact nozzle.
In comparison, the current densities used for TIG welding with alternating current lie around 20 to 30 A/mm2.
Points to pounder –
MIG (Metal Inert Gas) welding, also known as MAG (Metal Active Gas) and in the USA as GMAW (Gas Metal Arc Welding), is a welding process that is now widely used for welding a variety of materials, ferrous and non ferrous.
The essential feature of the process is the small diameter electrode wire, which is fed continuously into the arc from a coil. As a result this process can produce quick and neat welds over a wide range of joints.
Equipments required for MIG welding –
- DC output power source
- Wire feed unit
- Torch
- Work return welding lead
- Shielding gas supply, (normally from cylinder)
MIG welding is carried out on DC electrode (welding wire) positive polarity (DCEP). However DCEN is used (for higher burn off rate) with certain self shielding and gas shield cored wires.
DC output power sources are of a transformer-rectifier design, with a flat characteristic (constant voltage power source). The most common type of power source used for this process is the switched primary transformer rectifier with constant voltage characteristics from both 3-phase 415V and 1- phase 240V input supplies.

Leave a Comment