-
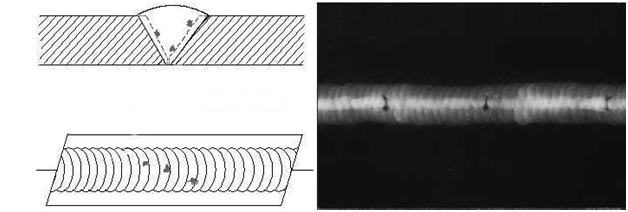
Slag inclusion-
Metallic or nonmetallic solid material entrapped within the WM, between weld passes or between WM & BM”.
- May be in the form of slag or any other foreign material, which does not get a chance to float on the surface of the solidifying WM
- H₂: the most undesirable inclusion (causing: cold crack)
- Lowers the strength of joint & make it weaker
- Non- metallic inclusion:-
–Most dangerous
–May be sulphide, oxide, silicate or aluminate type
–Acts as stress raiser
- Slag inclusions are elongated or globular pockets of metallic oxides and other solid compounds.
Causes for slag inclusion:
–Inadequate cleaning of weld metal between passes
–Rapid rate of welding
–Too large electrode
–improper current
–Long arcs
Prevention :
–Maintain proper current & heat input
–Proper cleaning of weld.
According to the American Society of Mechanical Engineers (ASME) welding defect causes are following :-
- Poor process conditions
- Operator error
- Wrong technique
- Incorrect consumables
- Bad weld grooves.
